 fr
fr en
en es
es ru
ru fr
fr de
de it
it ja
ja ar
ar pt
pt ko
ko tr
tr nl
nl fi
fi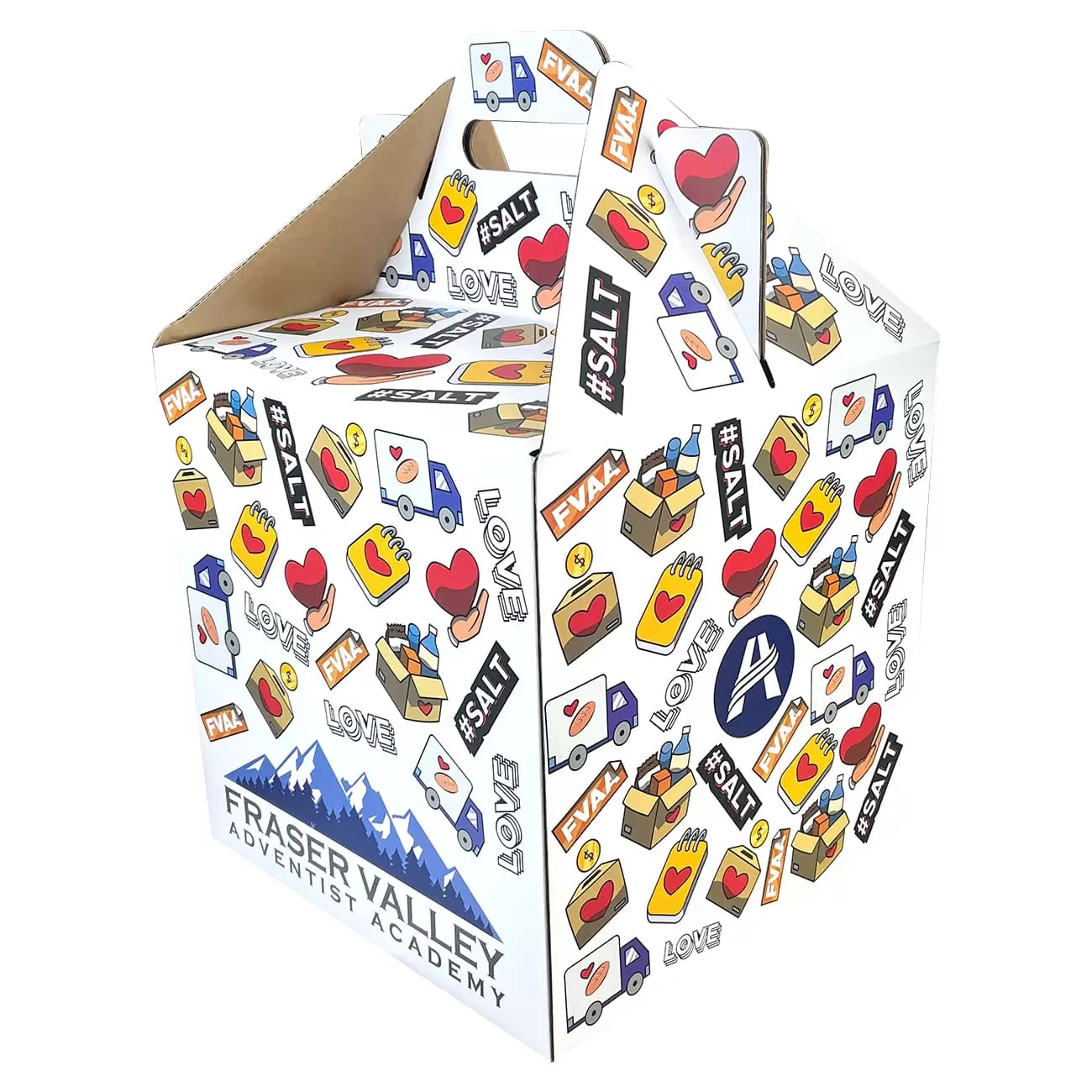
Boîtes d'emballage d'expédition en carton ondulé


Boîtes d'expédition en carton ondulé sur mesure
Notre entreprise, forte de plus de trente ans d'expérience dans le domaine de l'emballage et de l'impression, possède une expertise inégalée dans la création de cartons d'expédition ondulés sur mesure. Bien plus que de simples contenants, nos cartons sont le fruit d'années de savoir-faire, d'innovation constante et d'un engagement indéfectible envers la qualité. Choisir nos cartons d'expédition ondulés sur mesure, c'est opter pour bien plus qu'un simple emballage. C'est collaborer avec une équipe qui maîtrise parfaitement les subtilités de l'emballage pour l'expédition. Nous disposons d'un vaste savoir-faire, d'installations de production à la pointe de la technologie et d'une motivation sans faille pour concevoir des cartons d'expédition répondant à vos exigences les plus élevées. Laissez-nous vous démontrer pourquoi nos cartons d'expédition ondulés sur mesure constituent la solution optimale pour vos besoins d'expédition.
Catalogue de produits
- Boîte d'emballage en carton
- Boîtes d'expédition
- Boîtes à fermeture magnétique
- Boîtes à tiroirs rigides
- Boîtes d'expédition en carton ondulé
- Boîtes à couvercle et à base
- Boîtes à rabat
- Sacs en papier de luxe
- Sacs cadeaux en papier
- Sacs en papier
- Boîtes d'affichage
- Tubes en carton
- Accessoires d'emballage



— Considérations de conception pour les boîtes d'expédition en carton ondulé
1. Conception structurelle
stabilité de la boîte
La conception du rabat du carton d'expédition doit être optimisée afin d'éviter tout dommage lors du pliage et du dépliage. Le rabat doit également s'ajuster parfaitement au corps du carton pour empêcher toute ouverture intempestive pendant le transport. Par exemple, la longueur et la profondeur de la partie insérée du rabat doivent être appropriées ; généralement, la longueur ne doit pas être inférieure à 3 cm et la profondeur à 1,5 cm, afin de garantir une adhérence suffisante pour maintenir le rabat en place.
Précision de la ligne d'indentation
La ligne de pré-pliage détermine la régularité du pliage des boîtes d'expédition en carton ondulé. Si elle est trop peu profonde, le pliage est difficile et le papier risque de se déchirer ; si elle est trop profonde, la boîte sera fragilisée. La profondeur de pré-pliage est généralement maintenue à environ un tiers de l'épaisseur du papier, et la ligne de pré-pliage doit être parfaitement alignée avec la ligne de coupe, avec une erreur maximale de 0,5 mm, afin de garantir une forme régulière à la boîte après pliage.
Conception dimensionnelle
Dimensions intérieures adaptées au produit : Pour mesurer précisément la longueur, la largeur et la hauteur du produit, les dimensions intérieures du carton d’expédition doivent être supérieures de 0,5 à 1 cm à celles du produit. Ceci facilitera le placement du produit et évitera qu’il ne bouge à l’intérieur du carton. Pour les produits de forme irrégulière, les dimensions intérieures du carton doivent être déterminées en fonction de leurs dimensions extérieures maximales, en prévoyant une marge de sécurité.
Les dimensions extérieures doivent être prises en compte pour l'empilage : lors du transport et du stockage, il convient de tenir compte des dimensions extérieures des cartons d'expédition ondulés. En cas d'empilage de plusieurs cartons, un espace de 1 à 2 mm doit être prévu entre chaque carton adjacent afin d'éviter tout déséquilibre ou déformation due à des différences de dimensions. De plus, il est important de combiner les dimensions extérieures avec celles du carton d'emballage logistique pour optimiser l'espace et disposer les cartons de manière rationnelle.


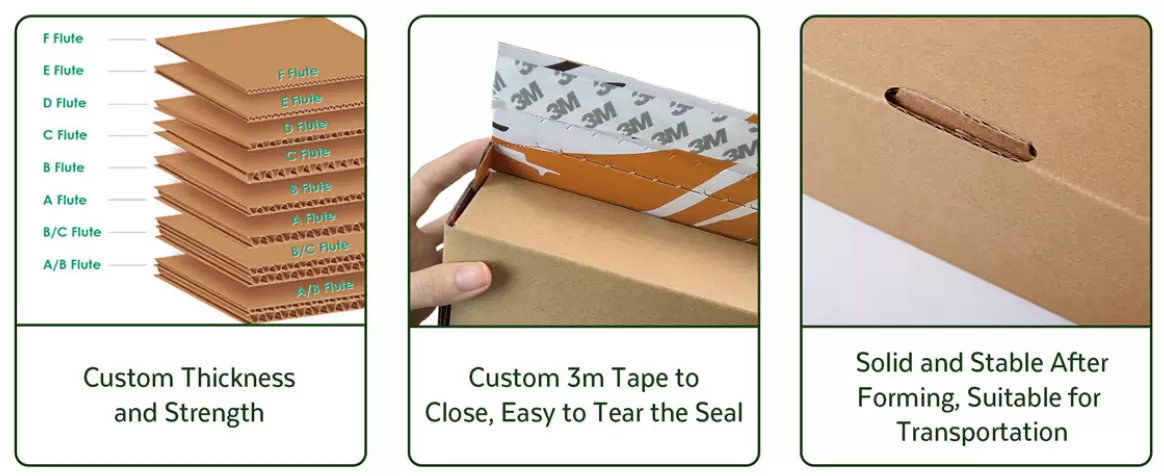
2. Sélection des matériaux
Correspondance des caractères ondulés
Le papier ondulé courant comprend les cannelures A, B, C et E. La cannelure A offre une bonne capacité d'amortissement et convient à l'emballage de produits lourds et fragiles. La cannelure B, plus rigide, est souvent utilisée pour emballer des articles plus légers, mais exigeant une planéité de surface parfaite. La cannelure C offre de meilleures performances globales. La cannelure E, plus fine, est adaptée aux produits délicats et de petite taille. Par exemple, le papier ondulé de cannelure A peut être utilisé pour emballer des objets en verre, tandis que celui de cannelure E est plus approprié pour l'emballage de petits produits électroniques.
Poids du papier raisonnable
Le grammage du papier détermine la résistance du carton ondulé et est généralement choisi en fonction du poids du produit et de la distance de transport. Pour les produits légers et destinés au transport sur de courtes distances, on utilise du papier kraft de 150 à 200 g/m² pour le parement et le revêtement, et du carton ondulé de 100 à 120 g/m² pour l'âme. Pour les transports longue distance ou les produits plus lourds, le grammage du parement et du revêtement peut être augmenté à 250-300 g/m², et celui de l'âme à 150-180 g/m².
3. Conception d'impression
reproduction des couleurs
Si la boîte d'expédition comporte des logos de marque, des images de produits et d'autres éléments imprimés, assurez-vous que les couleurs d'impression correspondent fidèlement au visuel. Utilisez un équipement d'impression professionnel et des encres de haute qualité, effectuez un contrôle couleur avant impression et comparez-le au visuel pour validation. La marge d'erreur est alors imperceptible à l'œil nu.
Position d'impression précise
La position du motif et du texte imprimés doit correspondre précisément à la structure du carton d'expédition afin d'éviter toute déformation du motif ou tout masquage du texte après pliage. Les lignes de référence du positionnement d'impression doivent être indiquées dans les documents de conception, et l'impression doit être positionnée strictement en suivant ces lignes, avec une tolérance maximale de 1 mm.


— Nos avantages de la technologie d'impression sur carton ondulé
Procédé de traitement de surface
Laminage
Le pelliculage consiste à recouvrir la surface du carton ondulé après impression d'une couche de film plastique, disponible en version brillante et mate. Le film brillant rehausse l'éclat et la luminosité des impressions, améliore la brillance et renforce l'impact visuel ; le film mat offre un toucher doux et haut de gamme, et contribue également à la protection contre les rayures. Le pelliculage améliore non seulement l'aspect du carton, mais renforce aussi son étanchéité et prolonge sa durée de vie. Par exemple, pour certains cartons d'expédition de produits d'extérieur, le pelliculage est souvent privilégié afin de les protéger de l'humidité pendant le transport.
Vitrage
Le glaçage est une méthode courante de traitement de surface, qui se divise en glaçage à base d'eau et glaçage UV. Le glaçage à base d'eau est écologique et économique ; il améliore, dans une certaine mesure, la brillance et la résistance à l'usure des produits imprimés. Le glaçage UV, quant à lui, solidifie instantanément le vernis par irradiation ultraviolette, formant ainsi un film protecteur dur et brillant, offrant une brillance, une résistance à l'usure et une résistance chimique supérieures. Sur les emballages en carton ondulé, le glaçage met en valeur la superposition des motifs imprimés tout en protégeant la surface imprimée de l'usure. Par exemple, certains emballages cadeaux en carton ondulé sont vernis UV afin de rehausser leur aspect haut de gamme.
Marquage à chaud/marquage à l'argent
Le marquage à chaud (marquage argenté) consiste à appliquer une feuille métallique (or, argent, etc.) sur la surface de produits imprimés grâce au principe du transfert thermique. Ce procédé confère aux emballages d'expédition un aspect luxueux et raffiné et est souvent utilisé pour mettre en valeur des informations importantes telles que les logos de marques et les noms de produits. Le marquage à chaud (marquage argenté) offre des couleurs vives et attrayantes et un rendu décoratif exceptionnel, rehaussant considérablement la qualité des emballages en carton ondulé. Par exemple, certains emballages en carton ondulé destinés aux produits de beauté haut de gamme utilisent le marquage à chaud pour imprimer les logos de marques et souligner ainsi leur positionnement premium.

Procédé d'impression spécial
En relief
Le gaufrage consiste à imprimer des motifs en relief ou en creux sur la surface d'une boîte d'expédition en carton ondulé à l'aide d'un moule, sans encre, en s'appuyant uniquement sur la déformation du papier pour créer un effet tridimensionnel. Ce procédé permet de donner plus de profondeur et de texture au produit imprimé, notamment pour les boîtes d'expédition aux designs simples, en y ajoutant des effets visuels uniques. Par exemple, le gaufrage du contour du logo emblématique d'une marque sur une boîte d'expédition peut attirer l'attention des consommateurs, même sans impression couleur.
Gravure laser
La gravure laser exploite la haute densité d'énergie des lasers pour graver la surface du carton ondulé. Divers motifs fins, textes ou textures peuvent être gravés pour créer un effet visuel unique. La finesse des lignes et la netteté des bords confèrent aux emballages en carton ondulé une allure moderne et sophistiquée. Par exemple, certains emballages cadeaux originaux utilisent la gravure laser pour créer des motifs personnalisés et répondre ainsi à la demande des consommateurs en matière d'emballages uniques.
Usine d'emballage et d'impression de boîtes d'expédition en carton ondulé à guichet unique
— Pourquoi choisir HengXing ?
Hengxing Packaging est une installation à guichet unique qui offre toutes sortes de solutions à vos besoins d'emballage personnalisés.
Assistance de conception gratuite
Nous offrons un support de conception gratuit pour des boîtes d'emballage impeccables.
100% respectueux de l'environnement
Matériau FSC et impression à l'encre écologique.
Emballage recyclable pour la durabilité.
OEM et ODM personnalisés
Logo, forme, taille et style personnalisés.
Solution unique d'emballage et d'impression.

Plus de 30 ans d'expérience en usine
Plus de 200 travailleurs, 14 personnes en recherche et développement, plus de 19 000 mètres carrés,
Machine de laboratoire et d'impression professionnelle.


Vous souhaitez d’abord essayer un échantillon ?
Procurez-vous une sélection de nos boîtes et emballages les plus populaires avec un kit d'échantillons remboursable.
-
 WeChat
+8613616008761
WeChat
+8613616008761 -
 Email
Email
-
 Tél.
+86-136-1600-8761
Tél.
+86-136-1600-8761
